Application: Cooling material from Boiler
Material: Bed Ash
Highlights:
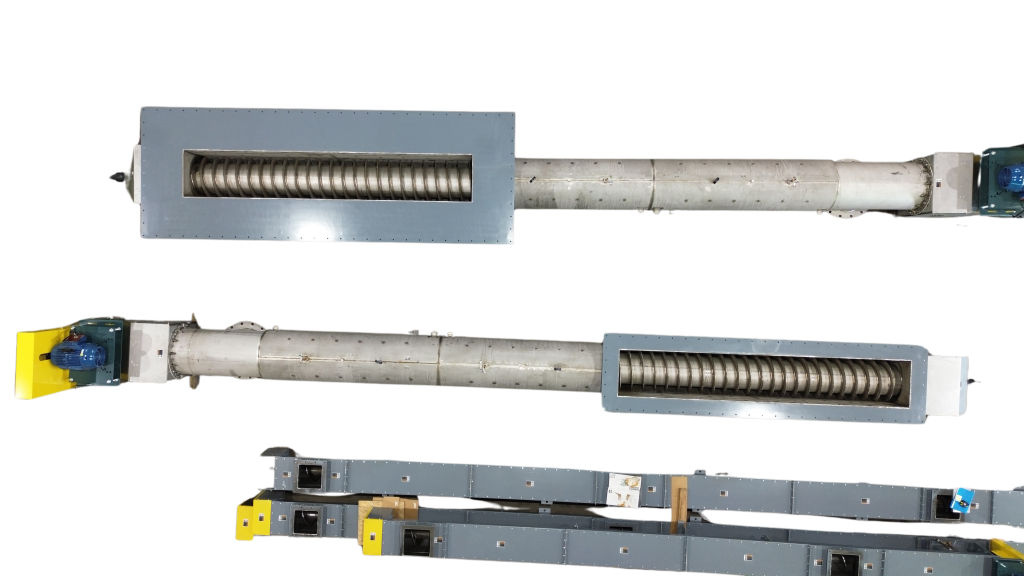
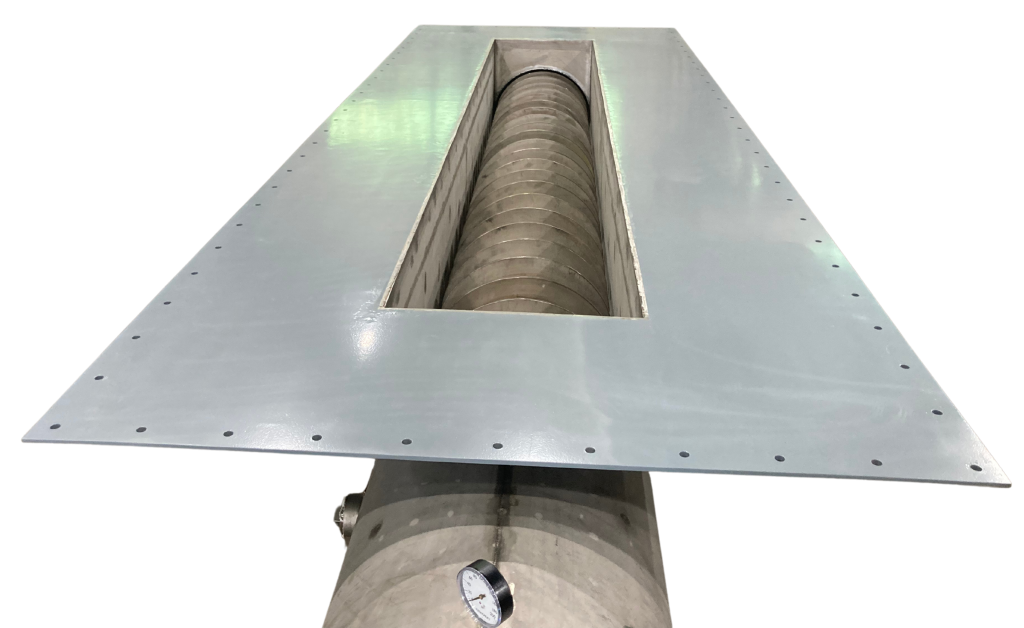
- Stinger pipe for additional cooling
- Oversize screw pipe for strength
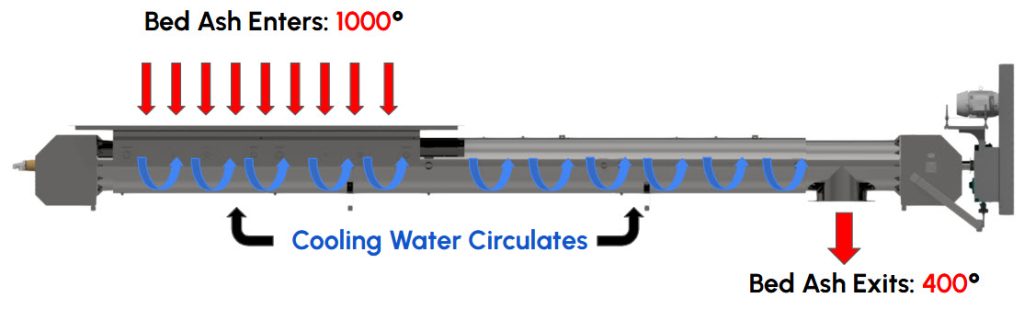
- 600°F temperature change achieved in 30 feet
- Maintained under 15 psig
Process Requirements:
- 316L Stainless Steel construction
- 11,000 lb/hr design capacity
- 370 ft3/hr volumetric capacity
- Jacket divided into 5 zones for improved cooling

For millennia, high temperatures have been central to humanity’s industrial progress. From the first kilns that allowed us to fire clay into durable pottery, to the blast furnaces of the Industrial Revolution, to the engines that propel our modern spaceships, heat has always been a transformative force.
Today, industrial incinerators and pyrolysis machines are at the cutting edge of high-temperature technology. These machines don’t just burn; they break down waste into its most fundamental components, achieving remarkable levels of energy recovery and material reduction. Bottom or bed ash is the non-combustible residue of material left over after incineration. Working with temperatures that can reach well over 1,000°F introduces unique challenges—not only for the incinerators themselves but also for the equipment that feeds them and removes the resulting byproducts.
Designing and fabricating equipment to interface with these systems requires precision and resilience. Incinerators and pyrolysis machines operate under extreme conditions of heat, pressure, and abrasion, meaning the connecting machinery must meet similar standards of durability and performance. Missteps in engineering can lead to bottlenecks, system failures, or even safety hazards. Every component, from hoppers to conveyors, must be purpose-built to withstand the unforgiving demands of these processes.
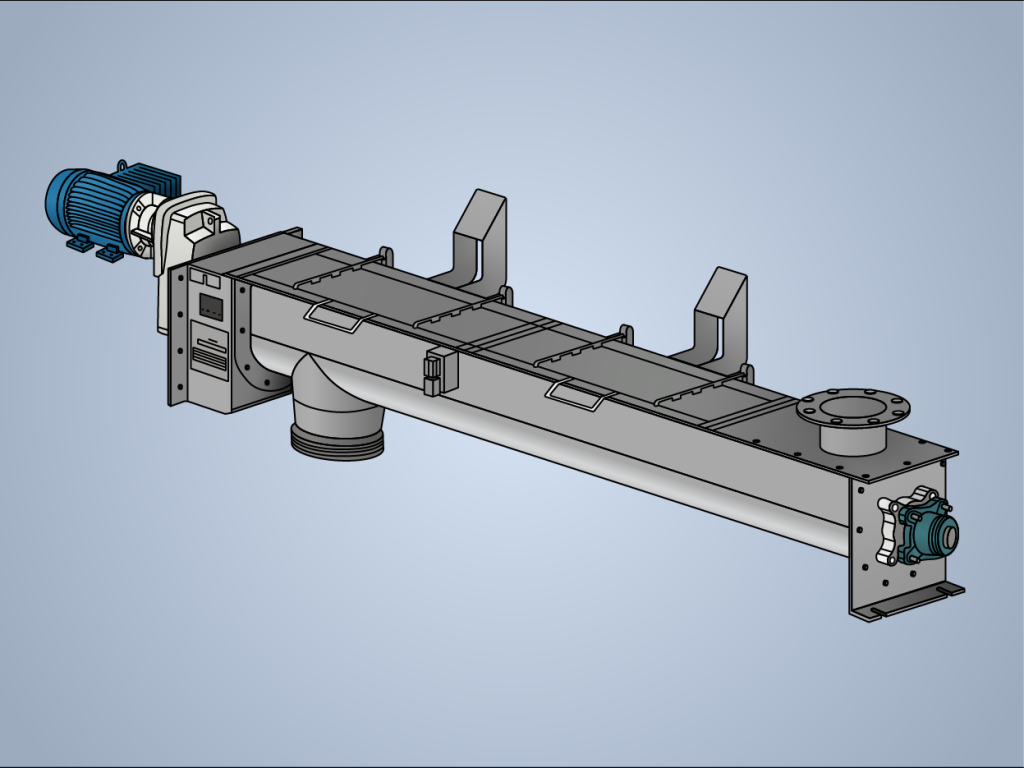
At Thomas & Muller, we recently tackled a challenge involving bed ash removal from an industrial incinerator. After processing, the ash exits the system at a blistering 1,000°F—a temperature that presents significant handling difficulties. To ensure safe and efficient downstream operations, this material needed to be cooled to 400°F. Our solution was a custom-designed cooling screw, featuring a jacketed design that circulates 90°F water. This innovative system not only achieves rapid heat dissipation but also protects the integrity of the equipment and ensures smooth material flow.
How do we achieve such intense cooling? A standard screw conveyor has minimal impact on the temperature of the material it conveys. However, a cooling screw is specially designed with a secondary “jacket” surrounding the outer housing of the screw. This jacket is filled with water (or another cooling medium), which absorbs the material’s heat as it circulates around the unit. The heated water is then routed through a heat exchanger, where it is cooled before being recirculated back into the jacket. This continuous loop efficiently draws heat away from the material, ensuring a controlled and consistent reduction in temperature.


To ensure cost-effectiveness, we designed a system that achieved the necessary cooling while maintaining the classification of a “non-coded” vessel. (In this context, if the pressure within the system exceeds 15 psig, it would require fabrication as an ASME code-stamped vessel, significantly increasing costs.) The screw conveyor incorporated several unique design features to meet the challenges of the application: an oversized pipe to span over 31 feet without excessive deflection, a variable pitch under the extended inlet to promote consistent material flow, and robust ⅜-inch-thick flights for added durability. Additionally, the design included a secondary “stinger” pipe inside the main screw pipe. This feature allowed cooling water to circulate within the screw itself, providing a second layer of heat dissipation to complement the external jacket.
After pressure testing the jacket and successfully test-running the screw, the unit was shipped to the job site, where it has performed exactly as designed. This marks another milestone in our long history of engineering takeaway equipment for boilers. Our partnership with this customer spans decades—supporting them through R&D, production units, and retrofits—and we continue to collaborate on new and innovative projects. At Thomas & Muller, we take pride in delivering cost-effective solutions to complex materials handling challenges. As Arhtur M. Wellington famously remarked, “An engineer is someone who can do for a dime what any fool can do for a dollar.” This project exemplifies our commitment to that principle.